
Aujourd’hui, je m’attaque à la réalisation la plus compliquée de cette construction : La réalisation des bras de liaisons entre la coque et les flotteurs. En effet, je vais utiliser pour la première fois un moule pour réaliser non pas une mais 4 pièces identiques, moule que je vais devoir fabriquer. Difficulté supplémentaires, les bras de liaison sont constitués principalement de tissus de verre unidirectionnel de 900 gr/m2 (8 couches par endroit) et de tissus de verre biaxial 45/45 de 600 gr/m2 qu’il faudra veiller à bien planquer sur le moule.
J’ai beaucoup lu les sites d’autres constructeurs amateurs de trimarans Scarab et j’ai bien compris, a la vue des déboires qu’ils ont rencontré (voir ici et là), que cette fabrication était la plus délicate du chantier. Ce que je retiens de ces expériences matheuses :
- un moule en deux parties démontables faciliterait grandement le démoulage. En effet, le moindre défaut de dépouille sur le moule peut rendre la pièce indémoulable.
- effectuer la stratification de l’ensemble des couches de tissus de verre sans s’arrêter est sûrement une erreur, bien que ce soit une préconisation de l’architecte, car cela peut entrainer une grosse montée en température de l’ensemble pouvant provoquer une dégradation de la cire donc une adhérence de la pièce sur le moule.
- L’idée du papier sulfurisé recouvrant les surfaces verticales du moule est une idée à creuser.

Dans les faits, j’ai réalisé un moule en trois parties. Le moule sera constitué de deux parties symétrique selon l’axe du bras de liaison, la troisième viendra fermer le moule à son extrémité à l’endroit de la fixation sur le flotteur . La réalisation du moule lui-même ne présente pas de difficulté particulière mais demande de la minutie et de la précision. Encore une fois, je vais faire appel à la découpe numérique des pièces necessaires à la réalisation du moule.

L’assemblage des demis-moules est assuré par une trentaine de boulons. Un joli joint congé sur l’angle fermé et un joli arrondi à la défonceuse avec une graisse profilée sur chaque demi-moule, puis un glaçage à la résine époxy sur toute la surface du moule. La finition de la surface est assurée par un gelcoat (de couleur noire) spécial moule. Le cirage du moule à été minutieux en 9 passes espacées d’une heure pour bien laisser sécher la cire de démoulage.
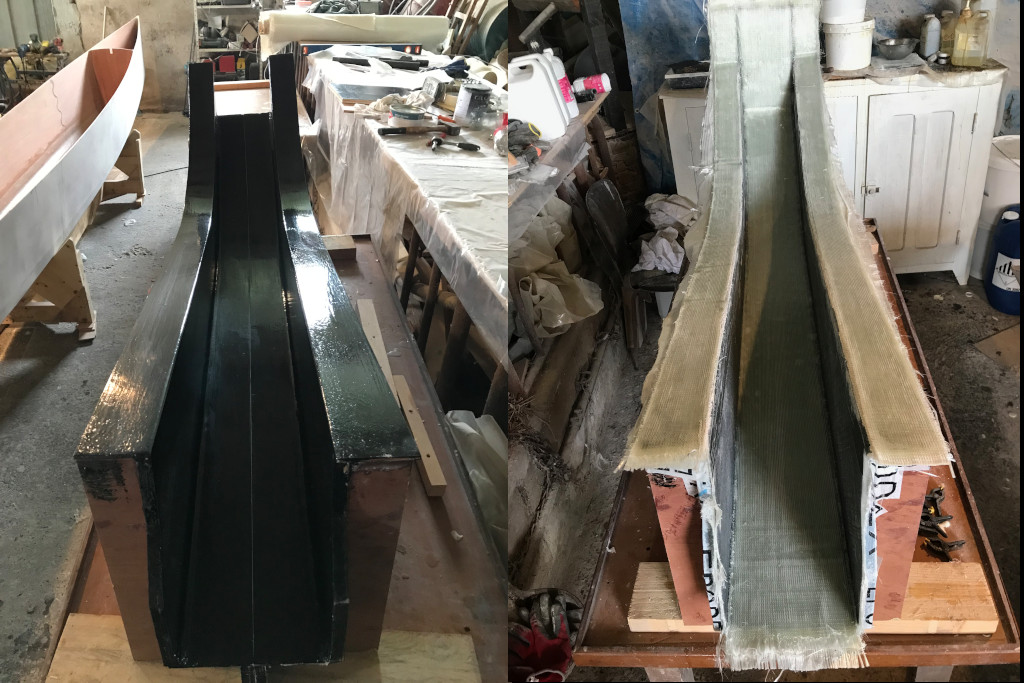
C’est parti pour la stratification ! il faut compter une douzaine d’heures entre la découpe du tissus de verre et la stratification proprement dite. Il faut faire attention de bien « mouiller » le tissus de 900 gr/m2 mais cela ne pose pas gros problèmes. Par contre, la pose du tissus de biaxial de 600 gr/m2 est plus délicate, surtout au niveau de l’angle supérieure il faut être très minutieux lors du débullage.
Malgré les précautions prises, le démoulage s’est avéré impossible … sans détruire le moule ! Mais j’ai sauvé la pièce, un moindre mal. Mais que c’est il passé ? J’e constate que le gelcoat noir est resté fixé sur la pièce et c’est donc détaché du moule sur 90% de la surface. Plusieurs raisons peuvent expliquer ce phénomène :
- un mauvais dosage du catalyseur lors le la préparation du gelcoat. En effet, il faut préparer une petite quantité (environ 250 à 300 gr par couche) et la marge d’erreur sur 2% de catalyseur (5 à 6 grammes) est délicate à respecter.
- une application raté de la cire de démoulage, bien que j’ai scrupuleusement les indications du fabriquant de cette cire.
- une dégradation de la cire de démoulage en raison du dégagement de chaleur lors de la polymérisation de la résine époxy.
Après une très longue réflexion et quelques nuits agitées, j’ai décider de refaire un moule identique (la réalisation du moule en trois parties n’étant pas la cause de l’échec) et de changer le revêtement de surface du moule. Je me suis souvenu avoir vu sur le site d’Epodex, un bande antiadhésive pour le démoulage pour résine époxy qui conviendrait pour mon moule fait de surface planes.

Après avoir minutieusement recouvert les 3 éléments du moule de ruban adhésif je suis reparti pour une stratification et … que c’est-il passé ? ça marche ! Démontage du moule et démoulage impeccable et sans problème, enfin ! Mon nouveau moule fonctionnant à la perfection, j’ai mes deux premiers bras de liaison coque / flotteur, je vais pouvoir procéder à l’assemblage dès que le premier flotteur sera terminé.
